

Литье под давлением
Литье под давлением является одним из самых популярных способов получения деталей из пластмассы. Размеры деталей, их геометрия и материал разнообразны.Литье пластмасс под давлением происходит на литьевых машинах, называемых термопластавтоматами.
Процесс литья под давлением состоит из 4х этапов:
1. Смыкание пресс-формы. Прежде чем пластмасса попадет в форму, её необходимо закрыть. Пресс-форма состоит из двух частей, каждая из которых прикреплена к машине. Одна часть пресс-формы является подвижной, другая неподвижной. Подвижная часть пресс-формы перемещается за счёт узла запирания машины литья под давлением. Для каждой машины существует своё усилие смыкания. От этой характеристики зависит возможность получения детали. Если усилие раскрытия превысит усилие смыкания, то части пресс-формы не будут плотно соприкасаться друг с другом и не получится качественной отливки.
2. Впрыск материала. Пластик в виде гранул подается в машину литья под давлением и продвигается к пресс-форме с помощью шнека. В это же время пластик плавится под действием температуры и давления. Когда к форме поступает необходимое количество материала, он под давлением впрыскивается в полость формы. Время впрыска зависит от конфигурации отливки.
3. Охлаждение. Во время этого процесса происходит затвердевание пластика в полости пресс-формы. В процессе охлаждения пластик принимает форму получаемой отливки. Пресс-форма остается закрытой до момента, как отливка полностью затвердеет. Время затвердевания отливки высчитывается из термодинамических свойств материала.
4. Освобождение отливки. После того, как отливка затвердеет, пресс-форма раскрывается, и отливка выталкивается. Выталкивание отливки происходит за счет системы выталкивания машины литья под давлением. При охлаждении деталь прилипает к пресс-форме, поэтому для её выталкивания прикладываются усилия. Для меньшего прилипания отливок к форме используют разделительные смазки. После выталкивания отливки цикл работы машины начинается заново.
После того, как отливка выталкивается из пресс-формы, она требует постобработки. Удаляется литниковая система, облой и деталь проверяется на качество. Отходы от отливки перерабатываются и могут опять использоваться для изготовления отливок.
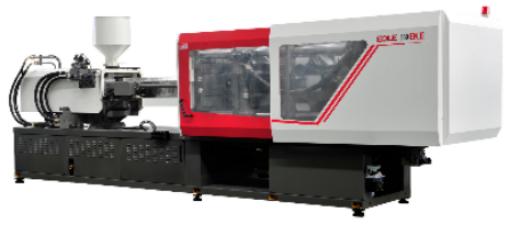
Оборудование для литья под давлением
Машина литья под давлением подразделяется на несколько узлов: узел прессования и узел запирания.
Узел прессования отвечает за поступление расплавленного материала в полость пресс-формы. На машине установлен бункер, в котором находятся гранулы пластика. При открытии дна бункера материал подается в инжекционную часть машины. В ней происходит перемещение пластика и его плавление за счет возвратно-поступательного винта и нагревателей.
Узел запирания обеспечивает сохранение пресс-формы в закрытом состоянии. К узлу смыкания крепится подвижная часть пресс-формы, что позволяет раскрывать и смыкать пресс-форму. Так же узел запирания обеспечивает выталкивание отливки за счет плиты толкателей машины. Плита толкателей машины связана с плитой толкателей пресс-формы и позволяет перемещать толкатели.
Оснастка машин литья под давлением
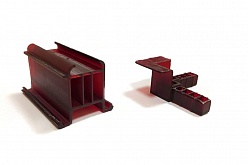
В литье под давлением в качестве оснастки используют пресс-формы.
Пресс-форма состоит из двух половин. Одна половина является подвижной и крепится к узлу запирания машины. Вторая половина является неподвижной и крепится к узлу прессования.
Чаще всего материалами для изготовления пресс-формы являются сталь и алюминий. Материал выбирается в зависимости от ресурса пресс-формы. Если необходимо большое количество смыканий пресс-формы, соответственно большое количество отливок, то используются материалы с лучшими характеристиками по твердости. И если требуется малое количество деталей, то пресс-форму изготавливают из материала плохого качества. Такой выбор материала для изготовления позволяет удешевить производство отливок, уменьшить рыночную стоимость итоговых деталей, но при этом сохранить их качество.