


Термопластавтоматы
Для получения деталей из пластмасс чаще всего используют метод литья под давлением. В процессе литья под давлением используется машина литья под давлением (термопластавтомат), исходное сырое и пресс-формы.Рассмотрим состав и принцип работы машин литья под давлением для изготовления деталей из пластмасс.
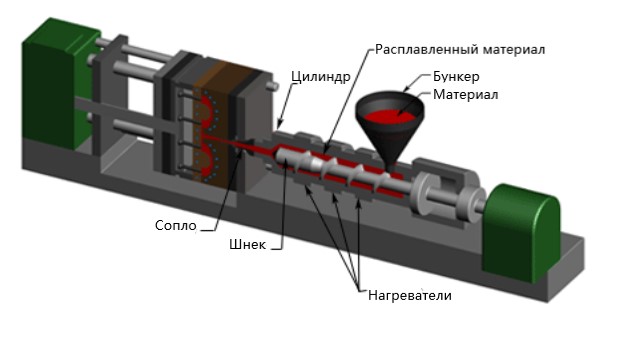
Узел прессования. В этом узле происходит нагрев и впрыск материала в форму. Работа этого механизма начинается с бункера. Бункер – это контейнер, в котором находится исходный материал, чаще всего в гранулах. Бункер имеет открытое дно, из которого материал подается в шнековую часть. Внутри цилиндра расположен шнек. В цилиндре предусмотрен механизм нагрева. Шнек перемещает материал вперед через нагретую секцию. Материал входит в канавки шнека из бункера и продвигается к форме по мере вращения шнека. Во время перемещения материал расплавляется под действием давления и сил трения, а также под действием тепла от нагревателей. За счет повышения давления и прямого действия шнека расплавленный пластик впрыскивается в пресс-форму через сопло. Давление позволяет удерживать материал в пресс-форме. После затвердевания материала в пресс-форме шнек может втягиваться обратно и опять заполняться материалом.
Узел запирания. Перед тем, как расплавленный пластик попадет в формообразующую часть формы необходимо, чтобы пресс-формы была надежно закрыта.
Каждая часть пресс-формы (подвижная и неподвижная) крепятся к плитам машине. Неподвижная часть крепится к узлу прессования. Литниковая втулка пресс-формы совмещается с соплом узла прессования. Подвижная часть пресс-формы крепится к узлу запирания. Гидравлическая система приводит в действие узел запирания. Она толкает плиты машины и подвижную часть пресс-формы к неподвижной части и в момент запрессовки материала в форму удерживает пресс-форму закрытой. После затвердевания материала пресс-форма раскрывается. Машинные толкатели приводят в движение плиту толкателей пресс-формы, и отливка извлекается из пресс-формы.

Термопластавтоматы характеризуются усилием запирания, которое они могут обеспечить. Усилие запирание определяется площадью проекции отливки на плоскость разъема пресс-формы и давлением, с которым материал запрессовывается. При выборе термопластавтомата основываются не только на усилие запирания, но и на расстояние между колоннами, минимальную толщину пресс-формы, а также на объем впрыска и ход шнека.